蔡司三坐标应用之电极自动化方案
日常生活中,产品丰富多彩。手机,平板电脑,笔记本电脑,电饭锅,搅拌器,电动工具,电视机,冰箱,洗衣机,汽车内饰等等。那么这些产品间有什么内在的关联性吗?
关联在于构成这些产品的零件,可能使用模具成型生产。
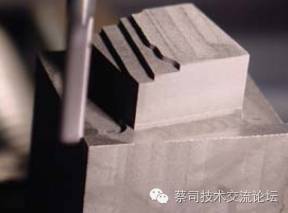
要制作一副模具,中间会涉及到加工机床(Milling Machine),线切割机(Wirecut Machine),电火花机(Sinking Machine)等诸多设备
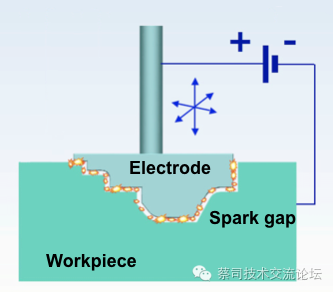
其中电极(Electrode)就是使用在电火花机进行电弧腐蚀加工出需要的形状
从样式上看,电极(Electrode)可以分为标准电极(四面分中)和非标准电极(圆形或其他形状)
从放电材料上看,电极(Electrode)主要分为铜电极和石墨电极
1 为什么需要检测电极(Electrode)?
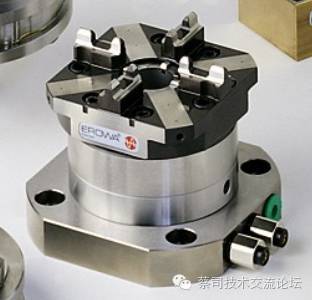
第一 电极在火花机进行放电加工,需要获取电极和夹具中心坐标以及旋转偏差值
第二 电极放电会不断损耗,需要获取火花位偏差用于调整放电间隙(spark gap)或者判定电极状态
2 为什么关注电极(Electrode)检测?
第一 模具成型过程,放电加工是一个重要环节。电极的品质管控就显得尤为重要
第二 电极的种类样式繁多,数量基数大。电极编程检测会占用很大部分设备检测能力。这会凸显产能问题
第三 要实现模具自动化,电极自动化检测必不可少
3 电极编程检测复杂吗?
电极检测主要测量点偏差,并不复杂。
假设平均每个电极完成检测需要7分钟
常规编程检测过程:
耗时-次序-内容
30″ - 1 - 导入CAD模型(IGES,UG,PROE等等格式)
1′ - 2- 建立基本坐标系
1′ - 3- 模型上定义测量点
1′ - 4- 输出点偏差特性
30″ - 5- 定义安全参数
2′ - 6- 运行程序
1′ - 7- 打印输出检测结果,进行判定分析
由上可以引出两个推论:
第一 假设1天有100个电极要检测,耗费的时间700分钟,约等于12小时
第二 同时需要经验丰富,熟悉三坐标编程人员完成
4 为什么需要提高电极检测效率?
5怎么提高电极的编程检测效率?
让我们分析一下整个编程检测过程中各项内容所占时间
7% - 30″ - 导入CAD模型
14% - 1′ - 建立基本坐标系
14% - 1′ - 模型上定义测量点
14% - 1′ - 输出点偏差特性
8% - 30″ - 定义安全参数
28% - 2′ - 运行程序
15% - 1′ - 打印输出检测结果,进行判定分析
其中程序运行时间(就是三坐标自动检测部分时间)所占平均比重不到30%,而测量的准备工作以及报告处理时间近70%
这就意味着70%的时间,三坐标处于无法检测状态。
提高电极编程检测效率,主要就是降低“70%”这部分工作的时间
6 电极自动化检测方案思考
编程工作和三坐标检测分开,三坐标只进行程序检测。 是否可以实现?
1 UG电脑(非三坐标电脑)完成每个电极检测点位置定义
2 三坐标电脑和UG电脑连接,实现共网
3 三坐标电脑端读取到相应电极数据,自动导入到Calypso软件生成检测程序
4 运行程序完成检测
5 数据生成后自动上传服务器,选择接受或者不接受
和常规方法相比,整个过程中三坐标闲置和测量时间分析
30″ - 1 导入CAD模型(IGES,UG,PROE等等格式)
1′ - 2 建立基本坐标系
1′ - 3 模型上定义测量点
1′ - 4 输出点偏差特性
30″ - 5 定义安全参数
2′ - 6 运行程序
1′ - 7 打印输出检测结果,进行判定分析
常规方法: 闲置时间/测量时间
———> 5′ / 2′
自动化方案:闲置时间/测量时间
———> 1′ / 2′
从上面数据可以看出,
测量一个电极平均耗时从7′ 降低到 3′,效率提升130%
测量一个电极,三坐标闲置时间从 5′ 降低到 1′ ,大大提高了三坐标使用效率
7 电极自动化检测方案优势
优势1:提升了检测效率,释放产能,节约成本
举例来说:
优势2:简化了检测流程。三坐标用户端工作从繁杂的编程过程中解脱出来,只需选择电极信息,就可以实现自动检测
优势3:电极UG选点工作,由更了解电极的人员完成。避免了因检测位置不合理而导致的重复检测工作。节约了资源
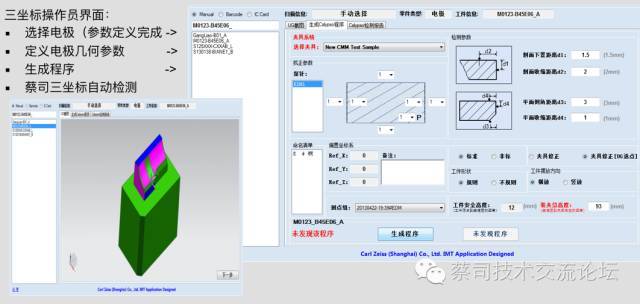
8 蔡司三坐标电极自动化方案
蔡司提供的电极自动化检测方案:e-Power System Solution
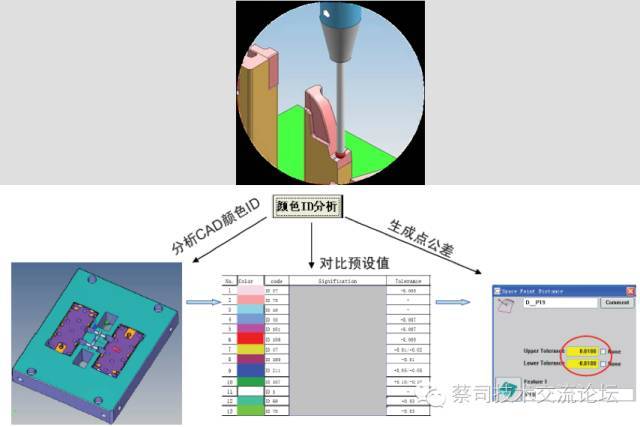
第一部分:UG选点
第二部分 自动生成程序并实现结果上传和判定
I 自动生成程序
II 结果上传和判定